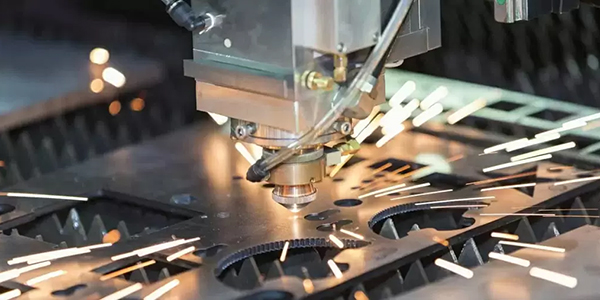
Cięcie laserowe o dużej prędkości
Specjalizujemy się w cięciu laserowym i przetwarzaniu materiałów odpornych na zużycie, pancerzy i materiałów o wysokiej wytrzymałości i niskiej zawartości stopów. Gatunki takie jak Hardox (większość grubości przechowywana w magazynie), Weldox, Abrazo, Armox i Invar & Abro mogą być przetwarzane do grubości 25 mm.
Posiadamy ograniczoną ilość tych materiałów, aby ułatwić szybką realizację. Posiadamy szereg materiałów Domex i Hardox z magazynu i regularnie przetwarzamy te materiały.
Zadzwoń, aby uzyskać więcej szczegółów i sprawdzić aktualną dostępność.
Cięcie strumieniem wody
Nasz system cięcia strumieniem wody wykorzystuje wodę o ciśnieniu 50 000 psi i ścierny granat do cięcia praktycznie każdego materiału, w tym tytanu! Pompy wzmacniające zapewniają moc 150 koni mechanicznych, co pozwala na jeszcze lepszą wydajność w przypadku grubszych materiałów. Niektóre z zalet cięcia strumieniem wody obejmują: Doskonałe możliwości cięcia kształtowego. Tnie materiały, których nie da się uzyskać innymi metodami, takie jak guma piankowa, płytki ceramiczne, marmur i szkło. Z łatwością radzi sobie z szeroką gamą materiałów. Dokładność pozycjonowania ± 0,005". Eliminuje konieczność wstępnego wiercenia otworów wejściowych. Mniej pracochłonne niż inne metody. Może ciąć wyjątkowo grube materiały (cięliśmy miedź o grubości 8 cali!).

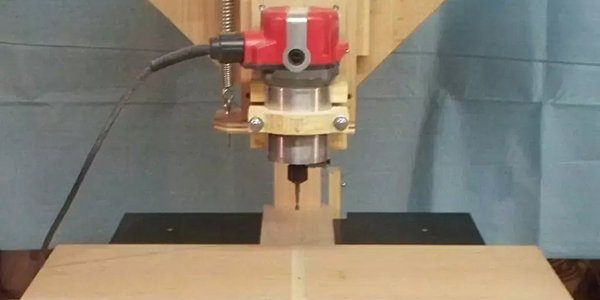
Frezarka pionowa
Cięcie z prędkością do 3150 cali na minutę.
• Najszybszy sposób obróbki aluminium, stali nierdzewnej, stali węglowej i stali stopowej.
Stół o wymiarach 72" x 144", zakres roboczy 84" x 140" i zakres ruchu osi Z 15".
• Możliwość obróbki grubych materiałów i części o wymiarach do 6' x 12'.
Układ chłodzenia zalewowego do materiałów trudnoobrabialnych
• Umożliwia stosowanie większych prędkości i posuwów, wydłuża żywotność narzędzia, obniża koszt części.
• Możliwość obróbki stali nierdzewnej i tytanu.
Wrzeciono HSK 63A o mocy 20 koni mechanicznych, chłodzone cieczą z chłodzeniem przez narzędzie i zintegrowanym dynamicznym zmieniaczem narzędzi.
• Zaawansowany system mocowania narzędzi.
• Chłodzenie przez narzędzie oznacza szybsze wykonywanie głębokich operacji wiercenia.
• 12 stanowisk narzędziowych pozwala na wykonanie niemal każdego zadania bez konieczności przezbrajania.
Pompa próżniowa o dużej wydajności i mocy 40 koni mechanicznych.
• Znacznie zwiększone podciśnienie pomaga utrzymać na miejscu grube płyty i wiele małych części.
Powtarzalność jednokierunkowa ± 0,0004" (0,01 mm) i kołowość ± 0,0025".
• Bardzo dokładne wykończenie części.
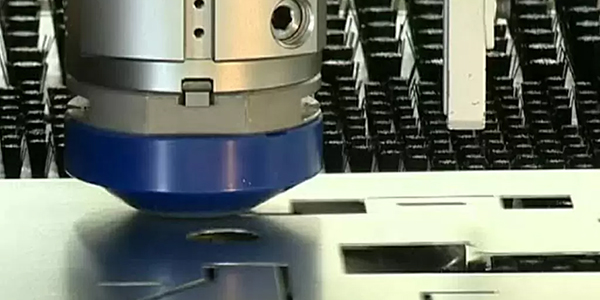
Cięcie plazmowe wysokiej rozdzielczości
Cięcie plazmowe od dawna jest postrzegane jako tania alternatywa dla profilowania tlenowo-paliwowego i laserowego, gdzie kąt cięcia nie stanowił problemu. Ostatnie osiągnięcia w procesie plazmowym o wysokiej precyzji/wysokiej rozdzielczości znacznie poprawiły jakość i możliwości cięcia plazmowego, czyniąc je bardziej wszechstronną i dokładną opcją niż kiedykolwiek wcześniej.

Zdatność do zastosowania
Cięcie plazmowe nadaje się do cięcia różnych materiałów, szczególnie stali miękkiej i stali nierdzewnej, zapewniając doskonałe wykończenie krawędzi.
Udoskonalenia systemów sterowania pozwalają na osiągnięcie optymalnej wydajności cięcia szerokiego zakresu materiałów i grubości od 1 mm do 50 mm w stali miękkiej (w zależności od mocy urządzenia plazmowego).
Parametry związane z cięciem szerokiej gamy materiałów i grubości, takie jak prędkość cięcia, rodzaje gazu i ciśnienia gazu, mogą być teraz kontrolowane automatycznie przez sprzęt, zapewniając niezmiennie wysoką jakość cięcia. Użytkownicy mają teraz naprawdę opłacalną alternatywę dla innych procesów cięcia.
Dziurkacze CNC
Wykrawanie blachy CNC za pomocą narzędzi CNC Punch i pras CNC Punch. Wykrawanie sterowane numerycznie (CNC) to proces produkcyjny, który jest wykonywany za pomocą pras CNC Punch. Maszyny te mogą być albo jednogłowicowe i mieć konstrukcję szyny narzędziowej (Trumpf), albo wielonarzędziową wieżę rewolwerową. Maszyna jest zasadniczo zaprogramowana do przesuwania arkusza metalu w kierunku x i y, aby dokładnie umieścić arkusz pod tłokiem maszyny, gotowym do wybicia otworu.
Zakres obróbki większości pras CNC wynosi od 0,5 mm do 6,0 mm grubości w różnych materiałach, w tym stali, cynku, galwanizacji, stali nierdzewnej i aluminium. Wybór dziurkowania może być tak prosty, jak okrąg lub prostokąt, aż po specjalne kształty, aby dopasować je do konkretnego projektu wycięcia. Dzięki zastosowaniu kombinacji pojedynczych uderzeń i nakładających się geometrii można wytwarzać złożone kształty elementów z blachy. Maszyna może również dziurkować formy 3D, takie jak wgłębienia, wgłębienia gwintów śrubowych Taptite® i wycięcia elektryczne itp. po obu stronach blachy, które są często stosowane w projektowaniu obudów z blachy. Niektóre nowoczesne maszyny mogą mieć możliwość gwintowania gwintów, składania małych zakładek, dziurkowania ścinanych krawędzi bez żadnych śladów narzędzia, co sprawia, że maszyna jest bardzo wydajna w czasie cyklu komponentu. Instrukcja sterowania maszyną w celu utworzenia pożądanej geometrii komponentu jest znana jako program CNC.